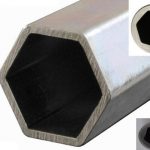
AISI 1040 Barê qulikê
Beşa Hollow: Dor
Qalindbûn: 0,6-100 mm
Diameter: 5-200 mm
dirêjahî: ji 12 metreyî ne bêtir.
AISI 1040 Kîmya:
Karbon: 0,37 - 0,44
Mangan: 0,6 - 0,9
Fosfor: 0,04 max
Sulfûr: 0,05 max
XELAT GKICN GIERT G YE STEEL KARBON 1040
C1040 polayek karbonê ya navîn e, pola kişandinê ya navîn e ku wekî derewîn an normalîzekirî tête peyda kirin.
SERLKAN
Ev pola pola ji bo perçên derewîn ên ku hêz û hişkbûna materyalê guncan e tê bikar anîn. C1040 dikare were bikar anîn ji bo çêkirina crankshaft û girêdanên sexte, li gel rêzek perçeyên ku taybetmendiyên C1040-germkirî ji bo serîlêdanê guncan in.
F FORRN
C1040 ji 2200ºF (1205ºC) heya bi germahiyek li devera 1650ºF (900ºC) tê durist kirin. Germahiya rastîn a dirûtin û bidawîkirinê dê bi gelek faktoran ve girêdayî be, di nav de kêmkirina tevahî ya di dema çêkirinê de û tevliheviya beşê ku tê felkirin.
Tecrubeyek tenê dê ji bo van her du pîvanan nêzîkê nirxên rast diyar bike.
Parçeyên piştî dirûvê bi hewa sar dibin.
TREAMMENT HEY
ANNEALING
Pijandina tevahî ya baxçeyên piçûk ên C1040 ji 1450-1600ºF (840-890ºC) pêk tê
li pey sarbûna sobeyê di saetekê de 50ºF (28ºC), heya 1200ºF (650ºC) şilkirin û sarbûna hewayê tê.
NORMALIZANDIN
Rêjeya germbûna normalîzasyonê ji bo vê pola bi gelemperî 1600-1650ºF (870-900ºC) e
Nermalîzasyon bi sarbûna di hewaya bêdeng de tê. Dema ku falkirin berî hişkbûn û helandinê an dermankirina germahiyek din normalîze dibin, dora jorîn a germahiya normalîzekirî tê bikar anîn. Dema ku asayîbûn dermankirina dawî ye, qada germahiya jêrîn tê bikar anîn.
HARDENING
Serhişkiya vê pola ji germahiya austenîtîzekirinê ya 1525-1575ºF (830-860ºC) û dûv re şûştina rûn an avê pêk tê.
Zehmetiya şewat û îndukasyonê dibe ku bi germkirina bilez heya kûrahiya rewşê ya xwestî û vemirandina di nav av an rûn de. Divê ku ev were şopandin a hêrsbûn dermankirina li 300-400ºF (150-200ºC) da ku di rewşê de stresan kêm bike bêyî ku li ser hişkbûna wê bandor bike. Serhişkiya Rc 50-55 dikare bi hişkkirina rûkê were stendin.
TEMPERING
Hêrsbûn piştî hişkbûna normal û şewitandina rûn an avê li 750-1260 ºF (400-680ºC) tête kirin da ku taybetmendiyên mekanîkî yên hewceyê ku ji hêla ezmûna pratîkî ve hatî diyarkirin bide.
MACHINABILITY
Machinability of C1040 baş e, çerxa tevizandinê ya ku li jor hatî ravekirin tête bikar anîn, û piştrastkirina pearlîta lamelî ya qeşagirtî ya mîkro-avahiya spheroidite-a zirav.
WELANDABILITY
Ev pola bi rêgezek rast bi hêsanî tê sêl kirin. Welding di şert û mercên bi-hişk an pêta an hişkkirin-hişk nayê pêşniyarkirin.
Elektrodên kêm-hîdrojen bi hev re bi germbûna li 300-500ºF (150-260 ºC.) Têne pêşniyar kirin ku di dema salixdanê de werin domandin, Hêdî hêdî sar bibin û li ku derê mimkun zextê bikişînin.
UNS G10400, ASTM A29, ASTM A108, ASTM A510, ASTM A519, ASTM A546, ASTM A576, ASTM A682, MIL SPEC MIL-S-11310 (CS1040), SAE J403, SAE J412, SAE J414, DIS 1.1186, C, BS 970 060A40, BS 970 080A40, BS 970 080M40 (EN8), BS 2 S 93